


Felga Vossen HF2
zł2,901
Tax included
HF2-9M71
Felga Vossen z serii Hybrid Forged.
Przed zakupem prosimy o kontakt w celu dobrania odpowiednich parametrów felgi względem auta oraz wyceny.
O FELDZE
HF-2 to model serii Vossen Hybrid Forged przyciąga wzrok agresywnym, siateczkowatym designem, który zawdzięcza swojemu kutemu odpowiednikowi, modelowi S17-01. Standardowe wykończenia to Brushed Gloss Black oraz Tinted Matte Gunmetal. Dostępnych jest również pięć wykończeń customowych.
Seria HF (Hybrid Forged) przenosi technologię felg odlewanych na wyższy poziom. Dzięki zastosowaniu procesu formowania na gorąco (flow forming), konstrukcja jest lżejsza i wytrzymalsza, a możliwości w zakresie wzorów i rozmiarów znacznie większe.
FLOW FORMING
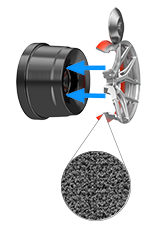
Krok 1 - Odlewana felga jest montowana na bębnie formującym i podgrzewana.
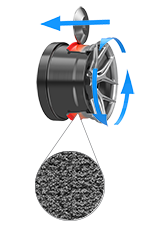
Krok 2 - Hydrauliczne rolki rozciągają felgę przez wywieranie nacisku na bęben.
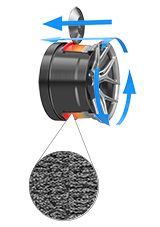
Krok 3 - Materiał bębna jest rozciągany i ściskany do uzyskania pożądanej szerokości.
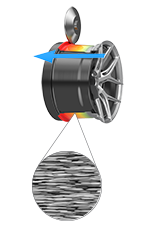
Krok 4 - Rozciąganie materiału bębna wzmacnia strukturę aluminium, dzięki czemu całość jest wytrzymalsza i lżejsza, na wzór felgi kutej.
WKLĘSŁOŚĆ PROFILU
W modelu HF-2 dostępne są dwa profile wklęsłości felgi: FLAT i DEEP

PREZENTACJA VIDEO MODELU FELGI VOSSEN HF-2
Etapy produkcji
Materiał

Tworzenie najlepszych kół rozpoczyna się od wybrania najlepszych surowców, prosto z Kalifornii. Kute felgi Vossen wykonywane są z aluminium lotniczego 6061-T6, wykuwanego w opatentowany sposób. Odkuwki poddawane są obróbce cieplnej dla dodatkowego wzmocnienia, dzięki czemu ich jakość jest co najmniej taka sama, jak jakość materiałów, stosowanych przez najlepszych producentów części OEM, a częstokroć je przewyższa.
Projektowanie
KROK 1
Projektowanie rozpoczynamy od określenia celu. Luki w naszej linii produktów oraz na rynku pomagają nam określić nowe kierunki. Sprawdzamy, czego brakuje, i uzupełniamy, zaczynając od modeli 3D.
Wstępna obróbka na tokarce
KROK 2
Kolejnym krokiem w produkcji kutych felg jest obróbka na tokarce. Surowa odkuwka jest toczona wewnątrz, następnie odwracana o 180 stopni i toczona na zewnątrz, dzięki czemu powstaje przybliżony profil koła docelowego. Na tym etapie usuwa się ponad 70% pierwotnego materiału.
Frezowanie w technologii CNC
KROK 3
W tej fazie produkcji ujawnia się wzór koła. Maszyny CNC usuwają zaledwie 0.5 mm materiału przy jednym przejściu, co zapewnia najwyższą precyzję. Szeroki wybór wyszukanych, ekskluzywnych frezów to charakterystyczna cecha serii Precision. W innych seriach kutych felg również jest w czym wybierać.
Redukcja masy
KROK 4
Kiedy już wzór jest gotowy, felga jest obracana o 180 stopni do dalszej obróbki. Materiał usuwany jest z tylnej części koła, redukując masę wszędzie tam, gdzie to możliwe.
Grawerowanie
KROK 5
Specyfikacje każdego koła, takie jak numer seryjny, zastosowanie, rozmiar, osadzenie oraz dopuszczalne obciążenie są wygrawerowane wewnątrz na rancie. Dzięki temu każde kute koło Vossen to zindywidualizowany produkt, którego autentyczność można łatwo sprawdzić.
Końcowa obróbka na tokarce
KROK 6
Ostatnim krokiem w procesie obróbki jest końcowe toczenie wewnątrz i na zewnątrz – ten etap jest najważniejszy dla osiągnięcia najwyższej precyzji. Koło jest wycentrowane na osi obrotu z dokładnością 0.0254 mm i cały nadmiar materiału jest usuwany. Końcowe bicie po toczeniu będzie mniejsze niż 0.254 mm, a odchylenie od idealnej okrągłości nie większe niż grubość
3 kartek papieru.
Kontrola jakości
KROK 7
Precyzja wymaga konsekwencji, a konsekwencja wymaga kontroli. Dlatego właśnie Vossen skrupulatnie kontroluje każde koło na wszystkich etapach produkcji. Operatorzy maszyn przeprowadzają inspekcje każdego koła zanim przejdą do kolejnego kroku. Kontrolerzy jakości sprawdzają wszystkie najważniejsze parametry zgodnie ze szczegółowymi schematami projektowymi. Bicie, czyli miara okrągłości wirującego koła, to najważniejszy parametr. Zakres bicia we wszystkich kołach Vossen musi mieścić się w rygorystycznych granicach tolerancji.
Wykończenie
KROK 8
Wykończenia felg Vossen wykonywane są najnowocześniejszymi urządzeniami, które zapewniają najwyższej jakości efekt końcowy. Wszystkie warianty, od polerowania ceramicznego do malowania proszkowego, zachowują najwyższe standardy na rynku dzięki szczegółowemu monitorowaniu każdego etapu procesu.
HF2-9M71
Related products
- No related products at this time.
Felga Vossen z serii Hybrid Forged.
Przed zakupem prosimy o kontakt w celu dobrania odpowiednich parametrów felgi względem auta oraz wyceny.